今更ですが3Dプリンタ Bambu Lab P1S を購入しました。
思ったより楽しくて日々色々出力してみてるのですが、思ったことなどを色々まとめておきたいと思います。
なお3Dプリンタや樹脂を溶かすといった経験についてはここ2カ月弱の経験しかないのでとんちんかんな事を書いているかもしれませんが多めに見て、場合によっては Twitter などでやさしく教えてください。
場所がないので玄関に置いている
背面へのアクセス、上部からのアクセスなどが制限されるので
本当は良い置き場所とはいえない
AMS(フィラメント自動切り替えシステム)は便利
Bambu Lab の現行プリンタは AMS もしくは AMS Lite と呼ばれるフィラント素材を自動的に切り替えてくれるシステムが存在しています。同社のプリンタでは P1S, X1 Carbon では AMS と呼ばれるエンクロージャ式のものが利用できます。AMSには以下のメリットがありました。
- 多色出力ができる。もちろんフルカラーなどではないですが一部色を変えたい道具類を作りたいときにはとても便利です。
- サポートのインターフェイスにだけ別素材を使える。後でサポートの取り外しが楽になります。
- 素材の切り替えが自動。PLA、PETG、ウッドPLAなど複数の素材を自動的に行き来できる。
- いちおう密閉されておりフィラメントの吸湿をある程度抑えられる。フィラメントを利用可能な状態を保てるため、フィラメント交換や出力を気軽にできます。
X1 Carbon か P1S か
Bambu Lab での個人向け現行最上位機種は X1 Carbon 、それの廉価モデルが P1S になります。はじめての3Dプリンタであったこと、予算的に安いほうがよいと感じたことから P1S 一択で買いましたが、使い始めて知ることで、何が違うのかも色々判ってきました。
X1 Carbon と P1S の差違は基本的に、温度が高い「 PLA や PETG 以外の材質を使いたいかどうか」かなと思いました。
X1 Carbon は高温で出力する素材に対応できる部品が採用されていたり、出力品質安定化のために庫内を暖めたり、高温で臭いやガス、細かな粒子の発生する状況に備えてHEPAフィルタが付いていたりするという点です。総じて PLA や PETG なら P1S で出力すると最初から割り切っていれば P1S で十分ですが、ラボっぽく、いろんな素材を試してみたいと思うのなら X1 Carbon のほうがチャレンジできる幅が広くなります。
一方 P1S でもノズルや押し出しギアなどを X1 Carbon に交換でき、これである程度の素材までは対応できます。とはいえチャンバーの温度コントールなどを後から実装するのは現実的ではないので、 X1 Carbon と互角までは持っていけないですね。
そのほか筐体が金属かプラスチックか、ロッドがカーボンか、ベッドから造形物が外れてしまったら検出できるAIセンサーなどの差がありますが、 P1S でも、とりあえず大抵のことはできるという印象です。 X1 Carbon を買わなかった後悔はせずとも、次の3Dプリンタを選ぶときに自分が選ぶもののスペックが判るようにはなりました。
ノズルの素材と径
私は 0.2mm と 0.6mm の焼き入れスチールを本体とともに購入しましたが、結果的に 0.2mm は使っていません。改めて、焼き入れスチール 0.4mm ノズルを購入して、今はこれが主力になっています。
P1S 向けで提供されるノズルには「ステンレススチール」と「焼き入れスチール」の二種類があります。 P1S では標準で 0.4mm ステンレススチールが装着されていますが、後で交換可能です。
積層型のプリンタでは 0.4mm の径がいまのところ出力品質と速度のバランスが取れており、よく使われる径のようです。スライサー(出力をコントロールするプログラム)の品質向上により 0.6mm でもかなりキレイに出力できるようになってきたようですが、トラブルなくサクサク出力したいなら 0.4mm が安心です。一方、木材を練り込まれたフィラメントなど特殊なものを利用してみたい場合や出力速度を稼ぎたいときには 0.6mm も欲しくなります。
P1Sに標準搭載のステンレススチールのノズルは PLA/PETG を使っているうちは問題ないですが、焼き入れスチールになると摩耗耐性が上がります。より固い材質、カーボンファイバーやガラスファイバーが含まれるフィラメント、ナイロン系フィラメントなどを利用するには焼き入れスチールのノズルが欲しくなります。たとえば歯車などの機械的構造の部品を作りたいとか思ったときに、ここで使える材料に差がでてきます。
P1S だと付属はステンレススチールですが、X1 Carbon 同等の焼き入れスチールに交換できるので、必要となったときにさくっと焼き入れスチールに交換してしまうのが良いかと思います。径を変えたいと思わない限りは、もうほとんど交換の手間もありません。
標準の 0.4mm スチールノズルから 0.4mm焼き込みスチールに交換する様子
これでABSやカーボン、ナイロンなども扱えるようになる
押し出しギアも強化ギア(黒)に変えてしまおう
ツールヘッドから写真の押し出しギアまわりやノズルの部品を取り外して交換作業をしてみると、3Dプリンタのツールヘッドの中身がわかりますし、詰まりの時に何をしたら良いか想像できるようになるので、よい経験になりました。
3Dプリンタで作った3Dプリンタ備品
3Dプリンタを便利に利用するために便利な小物は3Dプリンタで作れます。騒音問題などがなければ、寝るタイミングなどで以下のようなものを仕掛けて作っておくとよいと思います。私は以下のものを作りました。
- フィラメント交換時に発生するごみフィラメント(poop💩)を受けるくず箱
- AMSをシリカゲル除湿剤をセットするためのケース
- X1 / P1 PTFE Tool - P1SとAMSの間などを接続する通信ケーブルやPTFEチューブの付けけ外しに便利
とりあえず シワなしPITのり
PLA/PETGなどだけ扱うのならあまり問題ないでしょうが、取り扱うが難しい素材にチャレンジすると、ベッドにのりをつけて定着改善&PEIプレートを保護したくなります。
まだよく判っていないのですが、 PEI プレートというのは鋼にプラスチックのシールが貼り付けてあるようなものみたいですね。また Bambu 公式サイトを見てもエンジニアリングプレートが出ていないです。結果として本来推奨されない PEI プレート上でエンジニアリングプラスチックを造形しちゃえということになります。
しかし、造形中に外れてしまったり造形物を取り外すときに PEI プレートの表面をもっていかれないように気をつけなければいけません。そのためにはスティックのりをベッドに塗ることになります。
もともと手元にあった大塚商会取り扱いのスティックのり(PVP)を使いましたが、これを塗ると厚みがでてしまい、とても塗りにくいです。シワなしPITはもっと液状っぽくて塗りやすいです。結果としてベッドの段差もできにくいので、とりあえずシワなしPITを買って持っておくのが正解だと思います。
造形中の Benchy の下には実はシワなしPITが塗ってありますが、
薄くぬれているので判らないと思います
フィラメント乾燥機は事実上必要。専用機か食品用のオーブンか
PLAやPETGなどの比較的取り扱いが簡単なフィラメントを気軽に使うためだけでも、フィラメントスプール専用の乾燥機は持っていて損しないと思います。これらの乾燥機からPTFEチューブで直接3Dプリンタに出力できる点は魅力です。
PLA、PETGなら既製の専用フィラメント乾燥機がお手軽だと思っています。ただABSなどのより上位の素材を扱いはじめると、乾燥温度を80度を求められたりすると、このようなフィラメント乾燥機では手に負えなくなってきます。あまり加熱するとプラスチックのスプール自体が溶けてしまうんですね...手元ではABSやナイロンは70度でのんびり乾燥させています。
使い混んでいる方のなかには食品用のコンベクションオーブンを利用している方もいるようで、使いこなせてきたら、そういったものもアリかなと思います。
ノズルの交換がめんどくさい
P1S のノズルの交換はけっこう面倒くさいです。
出力直後だとノズルが熱い可能性があるので火傷の不安があります。私はサーマルカメラを持っているので、視覚的に火傷する温度かどうかは確認できるので何度か確認して、「ああ、この状態でこれぐらい経ったらこれぐらいの温度なんだ」というのを知ってしまいましたが、普通はそんなもの持ってないですよね。
また、Bambu Labの3Dプリンタの場合、ノズル交換にあたって小さなコネクタを3つ付けたり外したりする必要がありますが、私はコレ一発で正しく付けられません。コネクタが小さくて取り付けるのが難しい、壊してしまいそうという不安に加えて、 P1S は構造上プリントヘッドの前側にフレームがくるので視界がとおりにくく、この交換がしづらいです。クリック感がないのでうまく装着できたかわからず、動作させてみたから「ファンの回転数異常です」などのエラーメッセージを受けて問題に気づく、みたいな感じになります。このため必要以上にノズル交換をしたくありません。
コネクタ取り付け失敗対策として、コネクタの高さに対してマーカーでしるしを付けてみました。しるしを付けてからコネクタを弄っていないので、役に立つかどうかはこれからです。
コネクタ縦位置のマーカー
スプールは造形しなくても溜まる
購入した非純正フィラメントや交換用フィラメントだとスプールが無かったり、ダンボール製で印刷に向かなかったりすることがあります。ひとつの解決策はスプールを3Dプリントすることです。
でも、本当に色々なフィラメントで遊び始めると、すぐに再利用可能スプールが溜まりはじめると思います。たとえば Bambu サイトで購入可能なマットPLAのフィラメントは交換用パックとしての販売がないので、これを使おうと思うと必然的に再利用可能なスプールが手元に増えるんです。
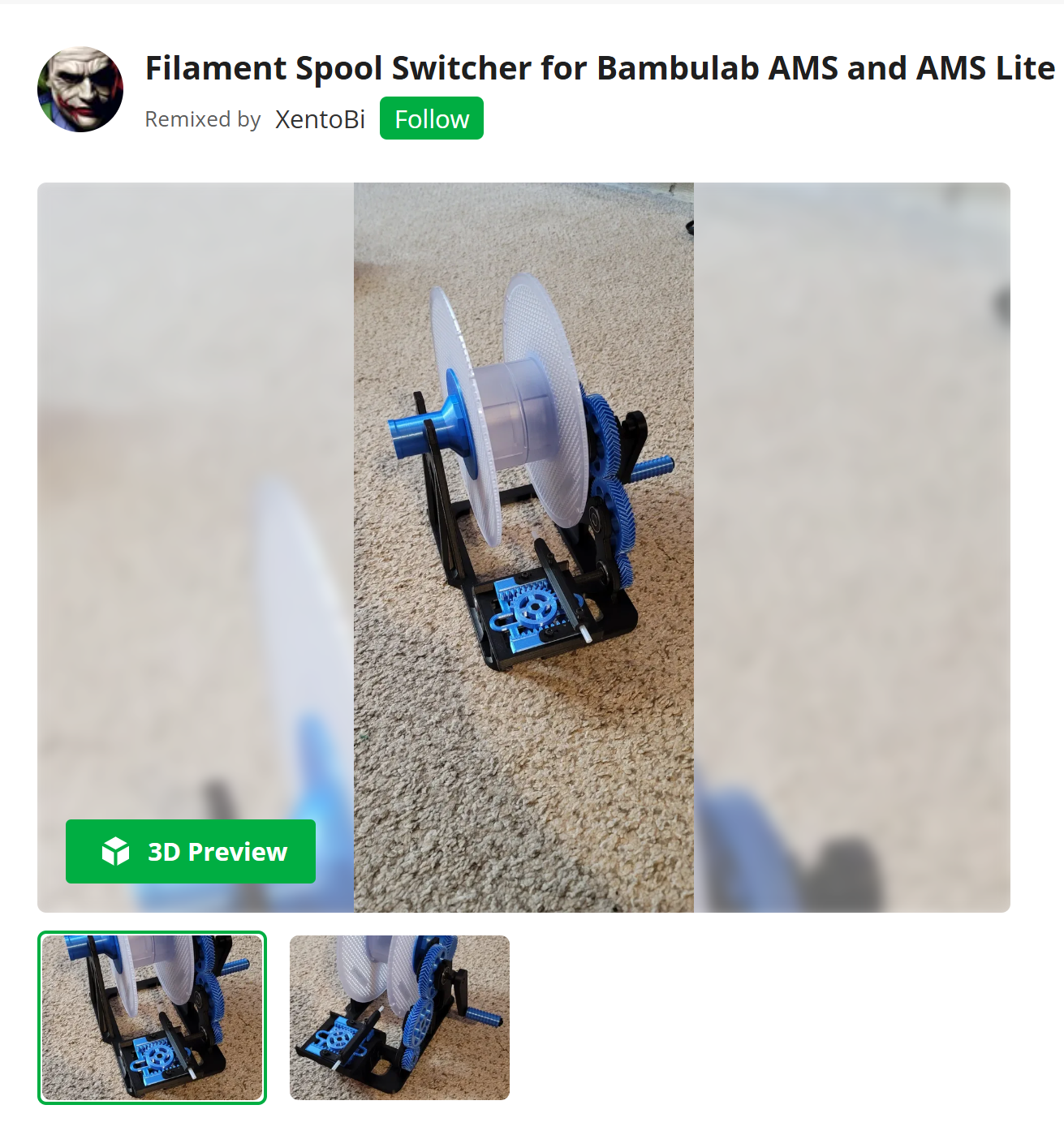
PETG(青)でスプールを造形したが結局一度も使わず。
Bambu 純正フィラメントのスプールが何本も余りはじめている
スプールは探すと3Dモデルが出てきて、これを造形すれば造り出すことができます。低コストなフィラメントを探して回る旅をしているのならともかく、 Bambu 純正スプールを何本か試すつもりなら、たぶん必然的に予備スプールが生まれるので、本当に3Dプリントしてまでスプールを増やす必要があるかは疑わしいです。
カーボン強化フィラメント・ガラス強化フィラメントのリスクとナイロン系フィラメントを考える
本体購入と合わせて PLA-CF (カーボンファイバー強化PLA)のフィラメントを購入したり、ABS-GF(ガラスファイバー強化ABS)をフィラメントを購入したりしましたが、ABS-GFは造形しましたがPLA-CFについてはまだ未開封です。特に PLA-CF については、結果的には、意図的に未開封です。
特にカーボン強化フィラメントはフィラメント内にカーボン繊維が練り込まれていて、これは一度体に吸い込むと分解されずに体のどこかに刺さったまま蓄積されてしまう物質ということになると思います。テストプリントでそんなものをボロボロ出してみたり、それをノリで削ったりして吸い込むと本当に体によくないんですね。BambuのCFは日用品の出力例が示されていますが、一般論的に、CFやGFは出力後に塗料で塗装して封印してしまうとか、そういう使い方を前提としてほうがいいのかなと思います。
素材の特性で避けられないということなら仕方ないですが、PLA-CFやABS-GFなどよりも安全そうなものとして、PAや、非純正であればPolymakerのCoPAなどがあります。PAやCoPAは所謂ナイロン系のフィラメントで、こちらは造形時に熱で溶かして一時的に有害なガスが出ることはあっても、カーボンファイバーみたく呼吸器に刺さった状態で蓄積するような恐ろしさは少なそう。
750g 1万円ちょっとと、割と値がはりますが、一週間ほど試行錯誤して、手元のP1Sで割と安定して出力できるようにパラメータを作成することができました。ということで、手元では機械的な部品などを作るときの強化フィラメントとしては、色の選択肢などは少ないですが、まずはCoPAを中心に選ぶことになりそうです。
中国メーカーのサーバーにデータを送るというリスクをどう見るか、直近のネットワーク認証強化についての議論
Bambu Lab 社のプリンタで直近話題になっているネットワーク認証強化の件にもからむところですが、 Bambu Lab のプリンタはアプリケションからプリンタに対して、ジョブをインターネット経由で送信する仕組みになっています。
実は私もこの点は購入前に気になっていて、ある程度割り切って使うことにしました。 Bambu Lab P1S が便利なところは割と設定なしでもモデルを食わせれば勝手に造形物が出てくるところにあり、クラウドへの依存は設定操作をシンプル化するための仕組みです。
自分の造形物データを盗まれるかもしれないとかそういう可能性はゼロではないと思いますが、まぁ自分の造形データを盗むほど価値はないですし、どちらかといえば同社がサービス停止した後にプリンタが文鎮化するのではないかという点を気にしました。本当にクラウドに流したくないデータはSDカード経由でプリンタにデータを入れて造形開始することも可能なので、そういう時はそうするつもりです。
最近ネットワーク認証強化のために、結果的に Orca Slicer などのオープンソースプロジェクトからプリンタへのジョブ直接投入ができなくなるとか、プリンタがセキュリティ対策をせずに丸出しにしていたインターフェイスを使ったサードパーティモジュールが使えなくなるとか、そういった話題で「課金しないとプリンタを使えなくしようとしている」とか大騒ぎしているインフルエンサーがいますが、私にはそこまでには見えません。
3Dプリンタはオープンソース文化との親和性が高く、スライサーソフトなどもユーザや業界の協調で発展してきた経緯から、プロプライエタリなロックが発生するのだと敏感に反応しているように見えます。一方、3Dプリント界隈はコンピュータエンジニア畑ではない人が中心に、「いままでに無かったロックは怖い」というお気持ちを表明しているようにしか、私には見えていません。
恐らく同社が守りたいのは同社が提供するサーバーと、その先に接続されているユーザーのプリンターだと思っています。
Bambu Studio やそれをフォークした Orca Slicer など、そこに含まれたコードが
場合によっては悪意ある攻撃コードの土台にもなりうると思えば、
無償提供・APIが公開されていない自社サービスに対して
サードパーティーが直接接続することを嫌う気持ちはわかる。
ローカルネットワークからプリンタ自体への接続も自社ソフト経由というのは
確かに少しやりすぎにも感じるが、乗っ取られた無線ルータなどから発火させられる
リスク等を回避する方法のひとつ思えばまぁ判る。筋がいいかは微妙だが
最新の家庭用プリンタは 350度ぐらいまでノズル温度を上昇させることができるようになってきて、そこまでの温度で造形するものだとチャンバー温度を高く保てるモデルが増えてくると思います。そういったプリンタをインターネットから操作できるようにして、攻撃者がウチのプリンタを加熱させて意図的に火事を起こすとかそういう行為ができるようなセキュリティホールなら、同社はそれを対処する必要があります。
同社からは、プリンタの認証機能をアップグレードせずに既存のソフトウェアを使い続けたければ現行バージョンを使い続けることで従来のサードパーティーも利用できると案内されていますし、 Developer モードを使えばローカルネットワークでそのセキュリティ機能を回避できる選択肢が用意されることが案内されました。
実際のところiPhone や Android のアプリストアはこの件以上にプラットフォームが強い規制をしていますし、これらのスマホやOculus Questなども同じようにストアを経由しないソフトを動かすためには Developer モードを使用します。コンピュータハードウェアの世界では何年か前にソフトウェアのライセンスを変更して、新ファームウェアにアップロードした後は特定形態での使用を禁止するような製品価値を差損するEULA変更をした企業もありましたが、それと比べたら大した話でもありません。
今回の件が本当に気になるなら、他社の製品を選択したり、純粋にオープンソースのものを選ぶなど、自由に広い選択肢から好きなものを選べばいいと思います。